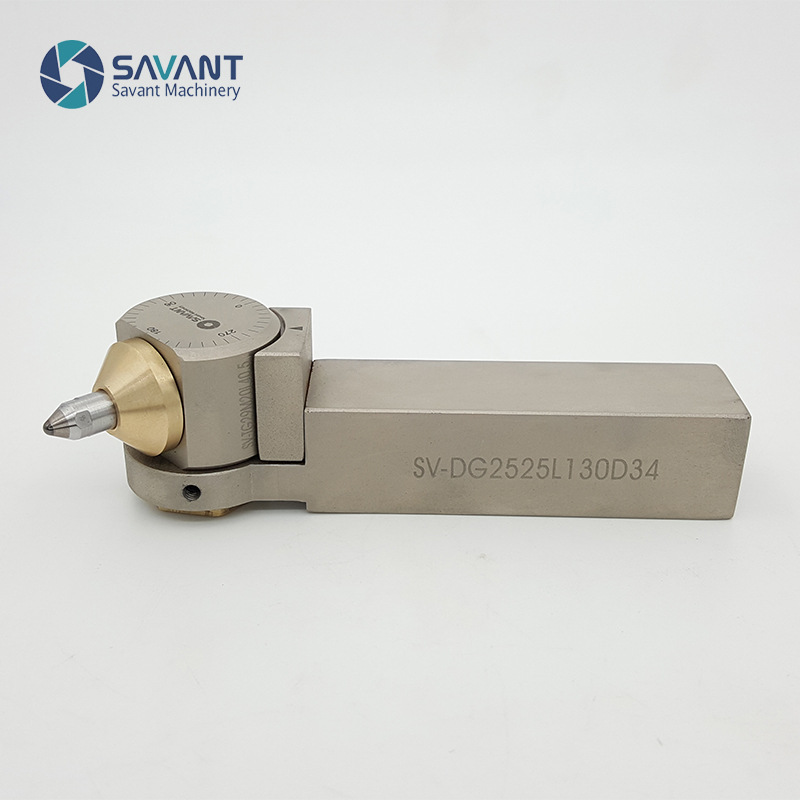
走心机滚压头端面挤光工具外圆辊压刀镜面抛光工具光洁度精车刀具
郑重承诺:对刀具使用效果不满意,可全额退款(收货后10天内,不损坏刀具的外观功能和性能,不影响现次销售,)
金刚石滚压刀作用
金刚石滚压刀也称为钻石滚压辊压碾压滚轧镜面挤光刀等,各地的叫法各不相同,通常用于车床,由超高硬度的金刚石滚压头(碾压头、滚轧头、挤压头)挤压工件表面,可用滚压回转圆形端面、内孔、外圆、圆锥面,或按程序设定滚压复杂形状的回转表面。滚压加工在很大程度上可以代替抛光研磨和珩磨,达到镜面高光洁度要求。
走心机滚压头端面挤光工具外圆辊压刀镜面抛光工具光洁度精车刀具
滚压碾压挤光的加工原理
工件的端面内孔外圆在经刃具切削后会在表面形成波峰波谷加工纹,金刚石球头在挤压力的作用下,把波峰部分辊压到波谷,填平工件表面,以达到快速提高表面粗糙度达到镜面效果。同时工件表面通过碾压的塑性变形会形成强化层,从而提高抗疲劳强度,延长工件的使用寿命。
走心机滚压头端面挤光工具外圆辊压刀镜面抛光工具光洁度精车刀具
适用设备:车床(工件旋转,刀具不旋转)
加工硬度范围:HRC65
滚压头半径:R1.0,R1.5,R2.0
清根能力:1.0mm
外圆、端面刀刀方尺寸:16*16,20*20,25*25
可加工内孔尺寸:16以上
极限粗糙度:高于Ra0.1
理论寿命:具有2000-4000公里长度的滚压轨迹(45号钢)
走心机滚压头端面挤光工具外圆辊压刀镜面抛光工具光洁度精车刀具
加工方式及注意事项
1、 该刀具的使用方式和车刀极为相似,试辊压时以低进给低转速开始测试,先以较小过盈量进行辊压,通常 为1到2丝。如没有达到辊压效果可以继续加大过盈量进行再试加工。视工件材料的塑性变形能力,通常宜 将*大过盈量控制在5-10丝以内。如工件的硬度较高,或润滑不足的情况下,应降低进给及辊压过盈量。
2、 当前技术条件下生产的金刚石滚压头属于高硬度低韧性的材料,所以不宜进行断续滚压。
3、 当被滚压的工件为薄壁管件时,需要工件有一定的支撑力来平衡辊压刀产生的压力以防止工件变形。
4、 被滚压的面不应有较深的车刀纹,刀纹应均匀分布。一般来说,经过滚压刀碾压之后可提高至少两个粗糙 度等级,*高可达优于Ra0.1的标准,产生高亮镜面效果。尽量避免在铰孔之后的平面上进行滚压操作。
5、 灰铁材料在被碾压时会产生粉尘粘结包裹碾压头,并作用在被滚压的表面产生,导致工件表面粗糙度恶化。
6、 定期擦拭,保持滚压头清洁
< |
 |
|
|
